
Запаси, простої, брак, мікрологістичні системи MRP, MRP I,ІІ, Kanban, OPT, LP, внутрішньовиробничі логістичні системи
3.1. Логістичний підхід до управління матеріальними потоками у сфері виробництва
3.1.1. Традиційна і логістична концепції організації виробництва
Виробнича логістика оптимізує потоки та процеси у сфері матеріального виробництва. Мета виробничої логістики – оптимізація часових та вартісних параметрів, характеристик матеріальних потоків підприємств, діяльність яких пов’язана зі створенням матеріальних благ або наданням матеріальних послуг (зберігання, фасування, укладання тощо). Об’єктами виробничої логістики є територіально обмежені підприємства, а також логістичні потоки та процеси, учасників яких пов’язують внутрішньовиробничі відносини. Це відрізняє виробничу логістику від логістик збуту та розподілу, у центрі уваги яких комерційні, тобто товарно-грошові відносини між учасниками логістичних процесів. Логістична концепція організації виробництва має низку відмінностей від традиційної концепції.
Таблиця 4
Порівняння логістичної та традиційної концепцій організації виробництва
№
з/п
Логістична концепція організації виробництва
Традиційна концепція організації виробництва
1.
Відмова від надлишкових запасів
Наявність запасів, прагнення мати максимально великий запас матеріальних ресурсів «про всяк випадок»
2.
Відмова від виготовлення серій деталей, на які немає замовлення покупців
Виготовлення продукції як найбільшими партіями
3.
Відмова від надмінного часу на виконання основних і транспортно-складських операцій
Спрямованість на скорочення часу на виконання основних і транспортно-складських операцій
4.
Усунення простоїв устаткування
Прагнення ніколи не зупиняти основне устаткування і підтримувати будь-що високий коефіцієнт його використання
5.
Обов’язкове усунення браку
Наявність браку
6.
Усунення нераціональних внутрішньозаводських перевезень
Допускання нераціональних внутрішньозаводських перевезень
7.
Перетворення постачальників у доброзичливих партнерів
Постачальників розглядають як конфронтаційну сторону
8.
Пристосована для умов «ринку покупця»
Пристосована для умов «ринку продавця»
3.1.2. Внутрішньовиробничі логістичні системи
До внутрішньовиробничих логістичних систем належать промислові, торговельні, транспортні, інфраструктурні підприємства та підприємства сфери матеріальних послуг. Внутрішньовиробничі логістичні системи мають різне призначення на макро- та мікроекономічному рівнях.
Так, на макрорівні внутрішньовиробничі логістичні системи як елементи підсистем входять до макрологістичних систем галузей економіки, міст, регіонів, країн та виступають своєрідними джерелами, генераторами матеріальних потоків.
Конкурентоспроможність та гнучкість макрологістичних систем визначають за рівнем адаптації матеріальних потоків, що є вихідними щодо внутрішньовиробничих логістичних систем, до змін зовнішнього середовища.
На мікрорівні внутрішньовиробничі логістичні системи складаються з елементів, підсистем, які є пов’язаними та у своїй сукупності утворюють цілісну систему. Такими підсистемами є підсистеми закупівлі, складування, транспортування, дистрибуції, обслуговування виробництва та управління трудовими ресурсами. Завдяки цим підсистемам, забезпечено входження матеріального потоку, його просування між цехами підприємства та вихід із системи.


Побудову внутрішньовиробничих логістичних систем має бути здійснено таким чином, щоб забезпечувати можливість постійного відстеження планів і дій ланок підприємства. Управління матеріальними потоками в межах внутрішньовиробничих логістичних систем можна здійснювати різними способами, із яких виділяють два основних: що виштовхує та тягне, які принципово відрізняються один від одного.
Таблиця 5
Особливості систем управління матеріальними потоками в межах внутрішньовиробничих логістичних систем
Характеристики систем
Виштовхувальна система
Витягувальна система
Визначення системи
є системою організації виробництва, у якій предмети праці, що надходять на виробничу ділянку, безпосередньо цією ділянкою в попередній технологічній ланці не замовляють
є системою організації виробництва, у якій деталі та напівфабрикати подають на наступну технологічну операцію з попередньої в міру потреби
Роль центральної системи управління підприємства
матеріальний потік «виштовхується» отримувачеві за командою, що надходить на передавальну ланку з центральної системи управління виробництвом
центральна система управління не втручається в обмін матеріальними потоками між різними ділянками підприємства, не встановлює для них поточних виробничих завдань. Виробнича програма окремої технологічної ланки визначається розміром замовлення наступної ланки. Центральна система управ-ління ставить завдання лише перед кінцевою ланкою виробничого технологічного ланцюга
Практична реалізація
MRP I, MRP II, ERP*
Kanban, OPT, Lean Production*
3.1.3. Мікрологістичні системи MRP, MRP I,ІІ, Kanban, OPT, LP
До концепцій “планування потреб/ресурсів” у виробництві, що реалізують виштовхувальну систему управління матеріальними потоками належать:
– система управління матеріальними потребами MRP I (materials requirements planning);
– система управління виробничими ресурсами MRP II (manufacturing resource planning).
Система MRP I набула поширення в 1970-ті рр., завдяки розвитку інформаційних технологій та комп’ютерної техніки, але вперше була розроблена в середині 1950-х рр. (США). Системи, аналогічні MRP I застосовувались також і в радянському військово-промисловому комплексі.
Блок-схема містить таку інформацію:
1) вхідна інформація, яка складається із замовлень споживачів, прогнозу попиту на готову продукцію, графіка виробництва;
2) внутрішня інформація, яка містить у собі базу даних про матеріальні ресурси (номенклатура й параметри сировини, напівфабрикатів тощо; норми витрати матеріальних ресурсів на одиницю продукції, що випускається; час їхніх поставок для виробничих операцій) та базу даних про запаси (обсяг запасів на складах; відповідність наявних запасів необхідній кількості; постачальники; параметри поставок);
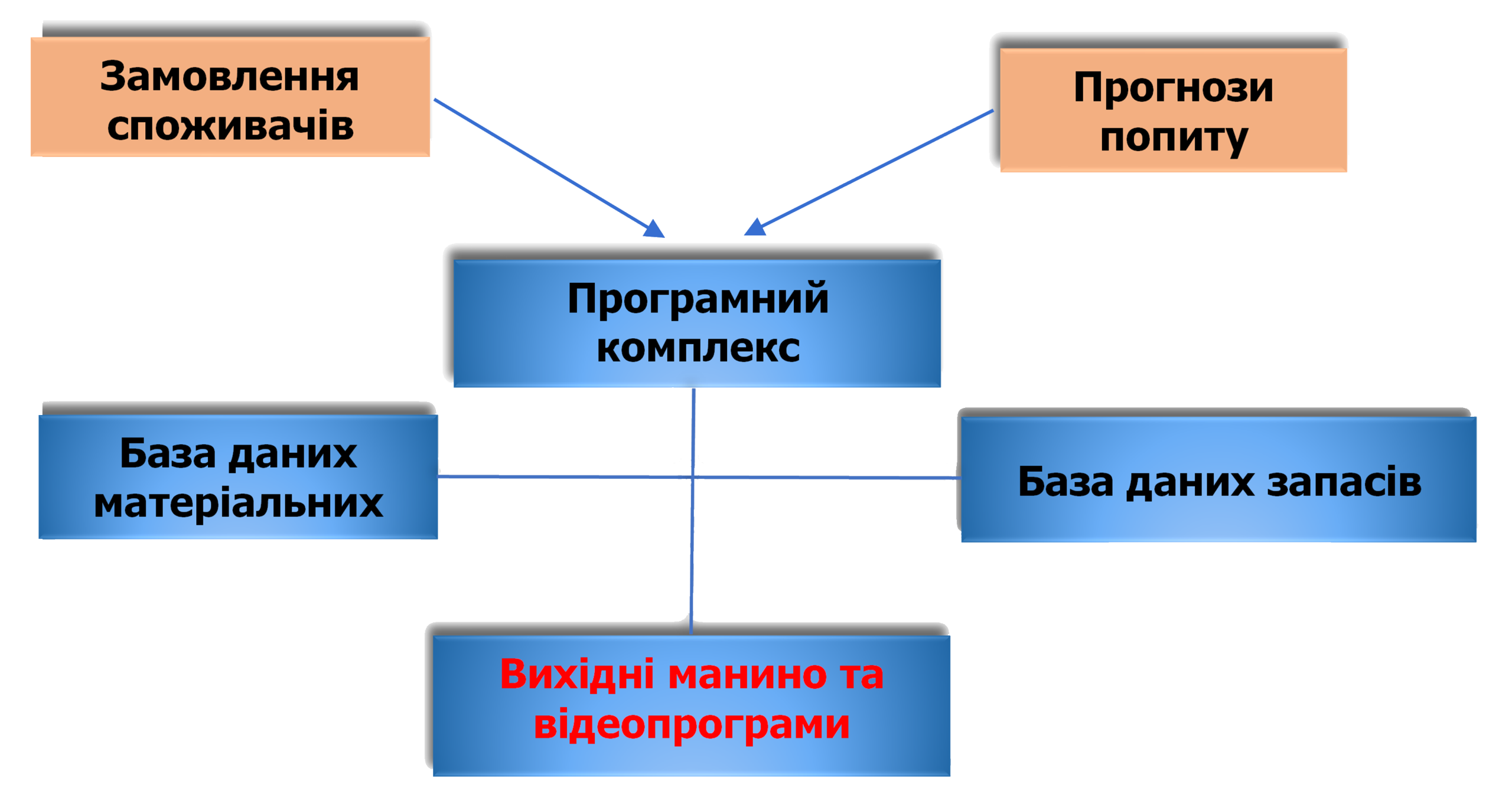
Рис. 27. Блок-схема системи MRP I
3) програмний комплекс, який використовує систематизовані виробничі розклади та алгоритми. Програмні модулі системи переводять попит на готову продукцію на необхідну потребу в матеріальних ресурсах. Далі обчислюють вимоги на матеріальні ресурси, обсяг незавершеного виробництва, ураховуючи наявні запаси, розміщують замовлення на обсяги матеріальних ресурсів для виробництва, ураховуючи специфікацію виробів, час доставки та вже розміщені замовлення;
4) у результаті система дістає вихідні машинограми, які є початковими документами для виробничих і логістичних менеджерів, включаючи вимоги на матеріальні ресурси, виробничі розклади, схеми доставки матеріальних ресурсів, обсяги замовлень, скориговані вимоги до поставки готової продукції тощо.
Блок-схема містить таку інформацію:
1) вхідна інформація, яка складається із замовлень споживачів, прогнозу попиту на готову продукцію, графіка виробництва;
2) внутрішня інформація, яка містить у собі базу даних про матеріальні ресурси (номенклатура й параметри сировини, напівфабрикатів тощо; норми витрати матеріальних ресурсів на одиницю продукції, що випускається; час їхніх поставок для виробничих операцій) та базу даних про запаси (обсяг запасів на складах; відповідність наявних запасів необхідній кількості; постачальники; параметри поставок);
3) програмний комплекс, який використовує систематизовані виробничі розклади та алгоритми. Програмні модулі системи переводять попит на готову продукцію на необхідну потребу в матеріальних ресурсах.
Далі обчислюють вимоги на матеріальні ресурси, обсяг незавершеного виробництва, ураховуючи наявні запаси, розміщують замовлення на обсяги матеріальних ресурсів для виробництва, ураховуючи специфікацію виробів, час доставки та вже розміщені замовлення;
4) у результаті система дістає вихідні машинограми, які є початковими документами для виробничих і логістичних менеджерів, включаючи вимоги на матеріальні ресурси, виробничі розклади, схеми доставки матеріальних ресурсів, обсяги замовлень, скориговані вимоги до поставки готової продукції тощо.
Джерелами інформації, що використовує MRP, є такі:
– основний графік, де вказують обсяг кожного продукту, що виготовляють у певний період часу;
– відомості/специфікації матеріалів, які є упорядкованим списком усіх складових частин, необхідних для виробництва конкретного продукту;
– облікова документація щодо запасів, де показано наявність матеріалів.
Прагнення до усунення вказаних недоліків стимулювало розроблення другого покоління систем MRP, що з початку 1980-х рр. утілилось у системі MRP II. Перевагою системи MRP II є більш повне, порівняно з MRP I, задоволення споживчого попиту, що досягають шляхом скорочення тривалості виробничих циклів, зменшення запасів, кращої організації постачань, більш швидкої реакції на зміну попиту.

Система MRP I є складовою частиною системи MRP II. Крім її до складу системи MRP II входять:
1) блок прогнозування й управління попитом;
2) розрахунок виробничого розкладу;
3) розрахунок плану завантаження виробничих потужностей;
4) блок розміщення замовлень і контролю за закупівлями матеріальних ресурсів;
5) інші блоки.
Важливе місце в системі MRP II посідають алгоритми прогнозування попиту, потреби в матеріальних ресурсах і рівня запасу.
MRP II дозволяє створювати плани для всіх видів діяльності й переміщень усіх матеріальних ресурсів в організації. Відповідно до загальної тенденції інтегрування ланцюгів постачання, можна розширити цей варіант планування та перенести його й на інші організації. Це дає підставу для планування потреб підприємства (enterprise requirements planning, ERP). Якщо припустити, що система MRP виробника вважає, що на початку червня необхідно доставити 100 одиниць певного матеріалу. Цю інформацію використовують для планування графіків закупівель. Однак EDI (електронний обмін даними) може пов’язати систему MRP із системою постачальника, і тому постачальник заздалегідь знає, коли він має доставити цей матеріал, коли може почати складати графіки для своїх операцій таким чином, щоб гарантувати готовність цього матеріалу до заданого терміну. Якщо постачальники другого рівня пов’язані із системою MRP постачальника першого рівня, вони також можуть почати свої приготування.
Таким чином, вихідне повідомлення переміщується ланцюгами постачання назад, забезпечуючи інтегроване планування у їхніх межах. Вільний потік інформації, необхідний за ERP, організувати за допомогою електронного обміну даними (EDI), електронного переказу коштів (EFT), інтернету та інших інструментів електронного бізнесу відносно легко.
Набагато складніше домогтися повної довіри між організаціями, навіть коли вони готові створювати союзи один із одним. Цілком зрозумілі ускладнення можуть спричиняти необхідність у наявності деяких систем, а також проблеми, що виникають на практичному рівні реалізації. Проте цей підхід має значний потенціал і веде до наступного етапу, який називають «розподілом віртуальних ресурсів підприємства».
Відео «Концепція Just in Time»
Концепція Just-in-time (JIT, «точно в термін») є сучасною концепцією побудови логістичної системи у виробництві (операційному менеджменті), постачанні й дистрибуції, що ґрунтується на синхронізації процесів доставки матеріальних ресурсів і готової продукції в необхідній кількості та той час, коли ланки логістичної системи цього вимагають, для мінімізування витрат, пов’язаних зі створенням запасів.

Логістична концепція JIT характеризується такими основними рисами:
– мінімізування запасів матеріальних ресурсів, незавершеного виробництва та готової продукції;
– скорочення виробничих і логістичних циклів;
– невеликі партії (внутрішні замовлення) виробництва готової продукції й поповнення запасів (постачань);
– скорочення кількості постійних та надійних постачальників і перевізників;
– наскрізна інформаційна підтримка;
– забезпечення високої якості готової продукції й логістичного сервісу.
Логістична концепція JIT виникла у Японії на початку 1950-х рр. та продовжує розвиватися й нині. Подальшим розвитком логістичних витягувальних систем є мікрологістична система Kanban.

Реалізувати концепцію JIT на практиці вперше вдалося в 1972 р. корпорацією «Тойота Мотор» у вигляді системи Kanban, сутність якої полягає в тому, що за допомогою руху карток Kanban усі виробничі підрозділи заводу, включаючи лінії кінцевого складання, забезпечують матеріальними ресурсами тільки в тій кількості та той час, як це є необхідним для виконання замовлення, заданого підрозділом-споживачем.
Організацію роботи структурного підрозділу виробника здійснено не за загальним графіком виробництва, а відповідно до замовлення підрозділу фірми, що здійснюють операції на наступній стадії виробничо-технологічного циклу.
Слід розглянути детальніше модель руху картки Kanban. Використовують два види карток – картки замовлення (пересування) та відбору (виробництва). У процесі виготовлення продукції А на складальній лінії застосовуються деталі А, які виготовляються на попередній технологічній стадії (потоковій лінії). Деталі виготовлені на попередній стадії, складують на місці зберігання запасів у контейнерах, прикріплюючи до них картки відбору (виробництва) Kanban. Робітник зі складальної лінії, що виготовляє продукцію А, на автонавантажувачі або з технологічним візком прибуває з порожніми контейнерами, до яких прикріплено картку замовлення, на місце складування деталі А, щоб узяти визначену кількість контейнерів із деталями А з прикріпленими до них картками відбору (виробництва).
На місці складування робітник завантажує навантажувач /технологічний візок необхідною кількістю контейнерів із деталями А відповідно до картки відбору, знімаючи до того ж із порожніх контейнерів раніше прикріплені до них картки замовлення та прикріплюючи їх до повних контейнерів. Потім робітник доставляє отримані деталі на складальну лінію з картками замовлення Kanban. Водночас картки відбору (виробництва) залишаються на місці складування деталей прикріпленими до порожніх контейнерів потокової лінії, показуючи кількість узятих деталей. Вони формують замовлення на виготовлення нових деталей А, кількість яких буде точно відповідати кількості, зазначеній у картці виробничого замовлення Kanban.

Відео «Канбан у завданнях»
Перевагами мікрологістичної системи Kanban і її модифікованих версій є:
– значне поліпшення якості продукції; скорочення логістичних циклів та збільшення оборотності оборотного капіталу;
– зниження собівартості виробництва;
– практичну відмову від страхових запасів і значне зменшення обсягу запасів незавершеного виробництва (на 50 %) та готової продукції (на 8 %).
Система ОРТ (Optimized Production Technologies – «оптимізовані виробничі технології») у західноєвропейській літературі відома як «ізраїльський Kanban». Систему розроблено на початку 1980-х рр. ізраїльськими й американськими фахівцями. Головним принципом системи є усунення «вузьких місць», якими вважають критичні ресурси.


До критичних ресурсів можуть бути зараховано матеріальні запаси, машини, обладнання й устаткування, персонал та технологічні процеси. Для ліквідації недоліків, властивих системам MRP II та Kanban у 1990-ті рр. у багатьох країнах було створено такі комбіновані системи, як інтегрована система MRP III.
У цій системі паралельно використовують систему MRP (для планування та прогнозування попиту) і систему Kanban (для оперативного управління виробництвом).

Питання для самоконтролю
1. Що таке «виробнича логістика»?
2. У чому полягає особливість об’єктів вивчення виробничої логістики?
3. Наведіть приклади внутрішньовиробничих логістичних систем.
4. Охарактеризуйте логістичну концепцію «точно в термін».
5. Розкрийте сутність MRP I систем.
6. Охарактеризуйте мікрологічну систему виштовхувального типу MRP II.
7. Розкрийте принцип роботи систем витягувального типу: Kanban і ОPТ.